


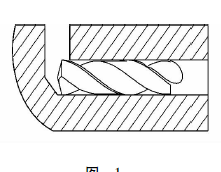
钢环是我单位的主要外协产品之一。为保证加工质量,我们不但对其加工工艺进行了严密的设计,而且为保证其端面孔的精度( 尺寸及位置度) ,还特意设计了一套钻模。即便如此,在加工中还会时常出现钻头折在孔中的情况。究其原因,是由于加工部位(Ø10 mm 孔) 与钢环环形槽成90°状态并连通,钻头钻到环形槽与之相接时,受力不均造成钻头折断( 见图1) 。
图1钻头一旦折在孔中,取出时不容易,少则1 个多小时,多则数小时,费时费力,一定程度上阻碍了生产进度,这个问题一直困扰着操作人员和管理人员。为解决这一难题,通过对Ø10 mm 孔加工工艺及现场实际情况的了解,设计出一种快速便利地取出钻头的方法。
1. 所需工具及操作原理
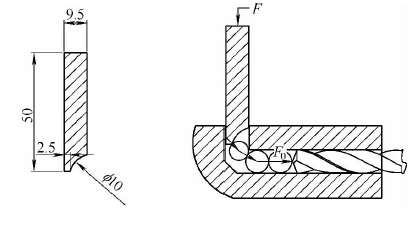
所需工具为: 敲击杆( 见图2) 1 个; SØ8 mm及SØ9. 5 mm 钢球数个; 锤子1 个。
操作原理如图3 所示,敲击杆头部圆弧接触钢球,数个钢球相互接触,最后一个钢球与钻头头部接触。通过打击敲击杆,使敲击杆、钢球与钻头发生碰撞,从而使三者形成了力的传递,将施加给敲击杆的力F 转化为给予钻头沿孔轴线方向的力Fn,从而将钻头一点一点地从孔中退出来。
2. 实施步骤
具体操作步骤如下:
(1) 清理。将钢环环形槽与钻头相接处切屑清理干净。
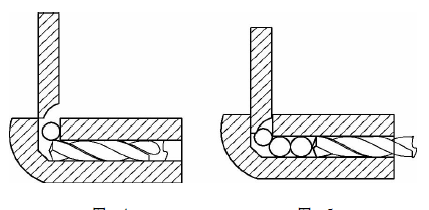
(2) 如图4 所示,将SØ8 mm 钢球置于环形槽与钻头相接处,再将敲击杆放入适当位置并与SØ8 mm钢球充分接触,然后用锤子击打敲击杆,使钻头移动。
(3) 当敲击杆头部接触到环形槽根部时,取出敲击杆和SØ8 mm 钢球,将SØ9. 5 mm 钢球从环形槽处放入Ø10 mm 孔中,再将SØ8 mm 钢球放入环形槽与孔交接处并与SØ9. 5 mm 钢球相切,按步骤2 击打敲击杆,使钻头再次向孔外移动。
(4) 如此反复操作,直至钻头取出为止,如图5所示。
3. 结语
利用现有的工具( 钢球和锤子等) ,适当地加工必要的辅具( 敲击杆) ,利用力学中力的传递原理将复杂问题简单化,轻而易举地取出钻头,在很大程度上降低了生产成本,提高了生产效率。
原文刊发于:《金属加工(冷加工)》2014年第18期50页, 金属加工版权所有。
还有更好的,继续阅读
本网页内容旨在传播知识,若有侵权等问题请及时与本网联系,我们将在第一时间删除处理。E-MAIL:dandanxi6@qq.com